
本ページには広告が含まれています

旋盤加工の「ノーズR」について詳しく知りたいだと…?
相変わらず熱い野郎だぜ…。
いいだろう。
俺がハードボイルドに解説してやる…!

「ノーズRって、刃先が丸くなってるアレでしょ?」
そんなふうに何となく知ってはいるけれど、実際にどんな意味があるのか、どんなときに補正が必要なのか、はっきり説明できない…。
そんなモヤモヤを抱えたまま現場に出ていませんか?
ノーズRを曖昧なままにしてしまうと、加工精度が安定せず、気づかないうちにミスや寸法ズレにつながるリスクもあります。
でも、もう大丈夫!
この記事では、ノーズRの基本的な意味から、なぜ補正が必要なのか、そして作業にすぐ役立つ補正一覧表までを、わかりやすく解説。
「なんとなく知ってる」を「自信を持って使える」へ変えるための一歩になります。
良かったじゃねぇか。
今日からは胸を張って現場に立てるようになるぜ…!
ノーズRとは?加工での意味と役割を解説!
刃先の丸み=ノーズRと覚えていても、それが加工にどう関わるかまでは知らない人も多いはず。
ここで基礎から整理していきましょう。
■ ノーズRの定義と基本的な形状
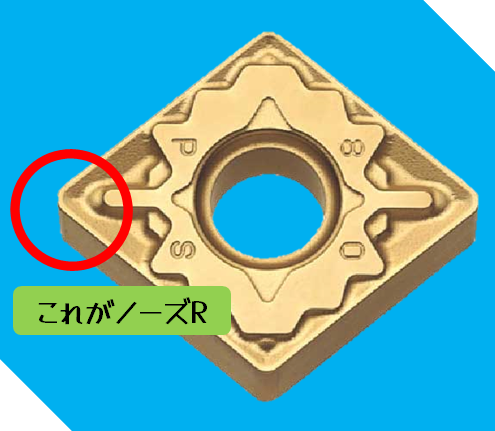
ノーズR(nose radius)とは、切削工具の先端部分に施されたわずかな丸みのこと。
先端を完全な尖りにしてしまうと、負荷が一点に集中して工具が欠けやすくなります。
そのため、あえてR形状を設けて耐久性を確保し、滑らかな加工面を実現する仕組みに。
よく使われるサイズはR0.2〜R0.8mm程度で、加工用途や材質に応じて選定されます。
ノーズRがあるから、刃は最後まで仕事をこなせる。
道具ってのは、形にも意味があるんだぜ…!
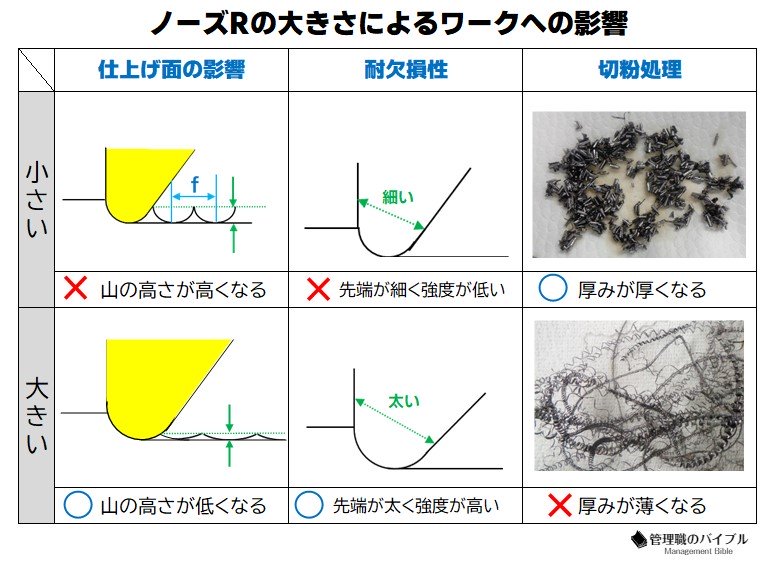
■ 仕上げ面への影響
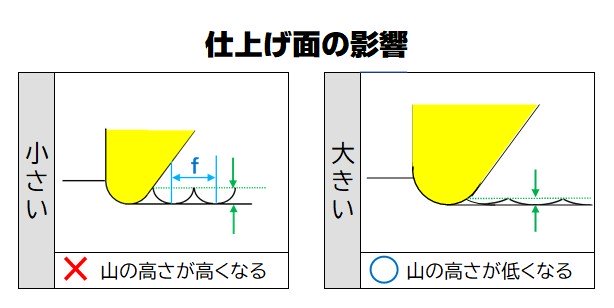
ノーズRのサイズは、切削後の仕上げ面のなめらかさ(面粗さ)に直接関係します。
小さなR(例:R0.2)ではシャープで細かい形状を出しやすく、繊細な形状加工に向いています。
しかしその分、加工中に刃先の振動やビビリが出やすくなり、面が荒れる原因になることもあります。
反対に、大きなR(例:R0.8)では刃先の接触面が広くなるため、安定した加工ができ、面がなめらかに仕上がりやすいというメリットがあります。
用途や求められる精度に合わせて、最適なRサイズを選ぶことで、仕上がりの質が大きく向上します。
面が汚いと、仕上げじゃなくて失敗になる。
最初の一手で決まるんだ…!
■ 耐欠損性への影響
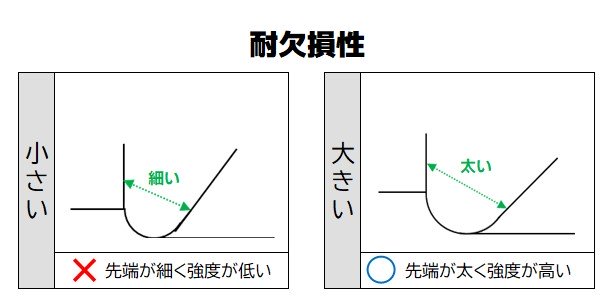
ノーズRは、工具の先端にかかる負荷を分散させる役割も持っています。
尖った刃先(Rが小さい)では、切削抵抗が一点に集中するため、欠けやすく、工具寿命が短くなりがち。
一方で、ノーズRが大きければ、接触範囲が広がるため、負荷が分散し、刃先の欠損を防ぐ効果も。
結果的に、工具交換の頻度が減り、作業の安定性やコストパフォーマンスも向上します。
刃が欠ければ、精度も信頼も欠ける。
選ぶべきは、長く働ける相棒だ…!
■ 切粉処理への影響

ノーズRの形状は、切削中に発生する切粉(きりこ)の流れ方にも大きく影響。
Rが小さいと、切粉が細かく千切れやすく、排出がスムーズになる反面、詰まりや巻き付きが起こりやすくなります。
反対に、Rが大きければ、切削圧が分散されて、切粉の形状が安定しやすくなるため、搬送や排出がしやすくなる傾向が。
加工条件や材質によっては、ノーズRを適切に選ぶことで、切粉トラブルの防止につながるというメリットも見逃せません。
切粉が詰まれば、作業は止まる。
流れを読める奴だけが、止まらずに走れる…!
ノーズR補正とは?

ノーズRを理解しても、補正の意味が曖昧なままでは精度の高い加工はできません。
まずはその仕組みから整理していきましょう。
■ ノーズR補正の仕組みと目的

ノーズR補正とは、刃先の丸みによって生じる「理想の刃先位置と実際の工具中心位置のズレ」を補正するための機能。
図面ではエッジ(角)で指定されている寸法も、工具にはR形状があるため、そのまま工具中心で動かすと加工誤差が発生します。
そこで、NC装置にノーズRの大きさと方向を入力し、正しい位置に工具を誘導するのがノーズR補正の役割。
この補正が正しく行われていれば、図面通りの寸法に近づけることができ、仕上がりの精度が大幅に安定します。
寸法精度を守るってのは、見た目だけの話じゃねぇ。
段取りで勝負はほぼ決まってるんだ…!
■ ノーズR補正を行わないとどうなる?
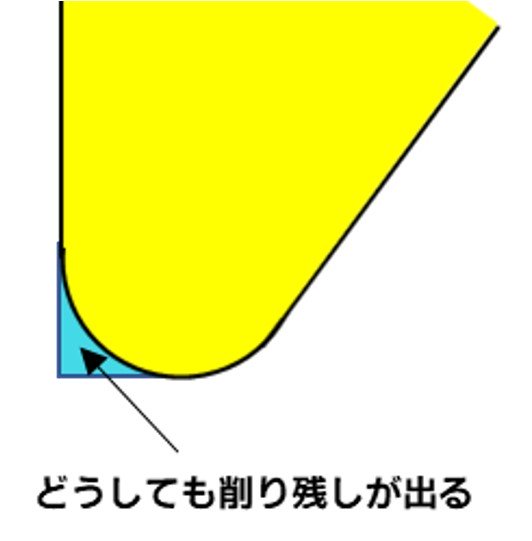
ノーズR補正を無視して加工を行うと、工具の中心がワークの輪郭通りに動いてしまうため、常にR分のズレが発生します。
これにより…
- コーナーでの削り残し
- 面取り寸法のずれ
- 内外径加工での誤差
といった寸法不良や見た目の乱れが多発することになります。
特に0.1mm単位の精度が求められる製品では、補正なしのままでは信頼性のある加工はできません。
逆に、補正を正しく使いこなせば、高精度かつ一貫した仕上がりを実現でき、現場での信頼にもつながります。
補正を怠るのは、地図を見ずに走るようなもんだ。
精度を守る覚悟があるなら、逃げちゃダメだ…!
ノーズR補正一覧表【使い方ガイド】

今回、現場で迷わず使えるように、ノーズR補正の一覧表を特別にご用意しました!
正しい見方と使い方を知れば、あなたの加工精度が一段と高まりますよ!
| 角度 | 軸 | 0.1 | 0.2 | 0.4 | 0.5 | 0.8 | 1.0 | 1.2 |
| 5° | X | 0.008367 | 0.016734 | 0.033468 | 0.041834 | 0.066936 | 0.083668 | 0.100404 |
| Z | 0.095634 | 0.191268 | 0.382536 | 0.47817 | 0.765072 | 0.95634 | 1.147608 | |
| 10° | X | 0.01609 | 0.03218 | 0.06436 | 0.08045 | 0.12872 | 0.1609 | 0.19308 |
| Z | 0.0912513 | 0.1825025 | 0.365005 | 0.456256 | 0.73001 | 0.912512 | 1.095015 | |
| 15° | X | 0.0232673 | 0.0465345 | 0.0465345 | 0.116337 | 0.186138 | 0.232674 | 0.279207 |
| Z | 0.0868348 | 0.1736695 | 0.347339 | 0.434174 | 0.694678 | 0.868348 | 1.042017 | |
| 20° | X | 0.0299793 | 0.0599585 | 0.119917 | 0.149896 | 0.239834 | 0.299792 | 0.359751 |
| Z | 0.0823673 | 0.1647345 | 0.329469 | 0.411837 | 0.658938 | 0.823674 | 0.988407 | |
| 25° | X | 0.036293 | 0.072586 | 0.145172 | 0.181465 | 0.290344 | 0.36293 | 0.435516 |
| Z | 0.0778305 | 0.155661 | 0.311322 | 0.389153 | 0.622644 | 0.778306 | 0.933966 | |
| 30° | X | 0.042265 | 0.042265 | 0.16906 | 0.211325 | 0.33812 | 0.42265 | 0.50718 |
| Z | 0.073205 | 0.14641 | 0.29282 | 0.366025 | 0.58564 | 0.73205 | 0.87846 | |
| 35° | X | 0.0479433 | 0.0958865 | 0.191773 | 0.239716 | 0.383546 | 0.479432 | 0.575319 |
| Z | 0.06847 | 0.13694 | 0.27388 | 0.342351 | 0.54776 | 0.684702 | 0.82164 | |
| 40° | X | 0.0533693 | 0.1067385 | 0.213477 | 0.266846 | 0.426954 | 0.533692 | 0.640431 |
| Z | 0.063603 | 0.127206 | 0.254412 | 0.318015 | 0.508824 | 0.63603 | 0.763236 | |
| 45° | X | 0.0585788 | 0.1171575 | 0.234315 | 0.292893 | 0.46863 | 0.585786 | 0.702945 |
| Z | 0.0585788 | 0.1171575 | 0.234315 | 0.292893 | 0.46863 | 0.585786 | 0.702945 | |
| 50° | X | 0.063603 | 0.127206 | 0.254412 | 0.318015 | 0.508824 | 0.63603 | 0.763236 |
| Z | 0.0533693 | 0.1067385 | 0.213477 | 0.266846 | 0.426954 | 0.533692 | 0.640431 | |
| 55° | X | 0.06847 | 0.13694 | 0.27388 | 0.342351 | 0.54776 | 0.684702 | 0.82164 |
| Z | 0.0479433 | 0.0958865 | 0.191773 | 0.239716 | 0.383546 | 0.479432 | 0.575319 | |
| 60° | X | 0.073205 | 0.14641 | 0.29282 | 0.366025 | 0.58564 | 0.73205 | 0.87846 |
| Z | 0.042265 | 0.08453 | 0.16906 | 0.211325 | 0.33812 | 0.42265 | 0.50718 | |
| 65° | X | 0.0778305 | 0.155661 | 0.311322 | 0.389153 | 0.622644 | 0.778306 | 0.933966 |
| Z | 0.036293 | 0.072586 | 0.145172 | 0.181465 | 0.290344 | 0.36293 | 0.435516 | |
| 70° | X | 0.0823673 | 0.1647345 | 0.329469 | 0.411837 | 0.658938 | 0.823674 | 0.988407 |
| Z | 0.0299793 | 0.0599585 | 0.119917 | 0.149896 | 0.239834 | 0.299792 | 0.359751 | |
| 75° | X | 0.0868348 | 0.1736695 | 0.347339 | 0.434174 | 0.694678 | 0.868348 | 1.042017 |
| Z | 0.0232673 | 0.0465345 | 0.093069 | 0.116337 | 0.186138 | 0.232674 | 0.279207 | |
| 80° | X | 0.0912513 | 0.1825025 | 0.365005 | 0.456256 | 0.73001 | 0.912512 | 1.095015 |
| Z | 0.01609 | 0.03218 | 0.06436 | 0.08045 | 0.12872 | 0.1609 | 0.19308 | |
| 85° | X | 0.095634 | 0.191268 | 0.382536 | 0.47817 | 0.765072 | 0.95634 | 1.147608 |
| Z | 0.008367 | 0.016734 | 0.033468 | 0.041834 | 0.066936 | 0.083668 | 0.100404 |
※ お得情報
今なら「現場掲示用:ノーズR補正一覧表」無料配布中!

>>> 無料ダウンロードはコチラ
仕様上、アドレスの登録がありますが、特にコチラから何かを送るとかはありませんのでご安心下さい!
目的の為なら使えるものは使え。
お前を笑うやつは俺が許さねぇ…!
まとめ:ノーズRの理解が、加工の安定と信頼につながる!

ただの刃先の丸みと思われがちなノーズRですが、加工精度・工具寿命・作業効率すべてに関わる極めて重要な要素です。
補正値を正しく理解し、使いこなせるようになれば、図面通りの精度を保つだけでなく、現場での信頼も向上。
ぜひ補正一覧表を活用しながら、ノーズRを“使える知識”に変えていきましょう。
加工を変えるのは、道具じゃない。
お前のその覚悟が、結果を変えるんだ…!
あとがき

当ブログ「NC旋盤のバイブル」は日本のものづくりに貢献したいという熱い思いで立ち上げたブログです。
そのため、今回の記事以外にも現場で役立つ情報が満載!
是非、チェックしてみてくださいね!
共に日本のものづくりを支えていこうぜ…!
🔰 初心者必見!NC旋盤基礎知識!
このカテゴリでは、NC旋盤の操作方法や基本加工、使用時の注意点など、基礎知識を分かりやすくまとめています。
旋盤職人を目指す人へ向けて疑問や悩みに応える情報を発信中。
NC旋盤を基礎から学びたい方や技術を伸ばしたい方にとって、頼れる情報源になるでしょう!
⚠️ 加工の困りごとを全て解決!
このカテゴリーでは、NC旋盤加工で起こる問題への具体的な解決策を紹介しています。
旋盤歴20年の熟練工が、面粗度改善や幾何公差、切粉対策などを分かりやすく解説。
加工精度の向上や効率改善に役立つ実践的な情報が詰まっています!
🧰 作業が激変!現場お役立ちグッズ紹介!

このカテゴリーでは、製造現場で役立つ便利グッズをまとめて紹介しています。
工具から安全靴まで、作業効率や安全性を高めるアイテムをレビューし、人気ランキングも掲載。
旋盤歴20年の職人が選んだ“本当に使える”現場向けグッズをチェックできます!
📡 知ってて損なし!現場お役立ち情報!

このカテゴリーでは、製造現場の効率化やコスト削減に役立つ情報をまとめています。
中古機械の買取業者比較や製造業への転職など、実践的な知識が充実。
旋盤歴20年の職人が選んだ“現場で本当に役立つ”情報を得られます!
\ めちゃくちゃ売れてます /