
本ページには広告が含まれています

加工中の「ドリル折れ」を何とかしたいだと…?
相変わらず熱い野郎だぜ…。
いいだろう。
俺がハードボイルドに解説してやる…!

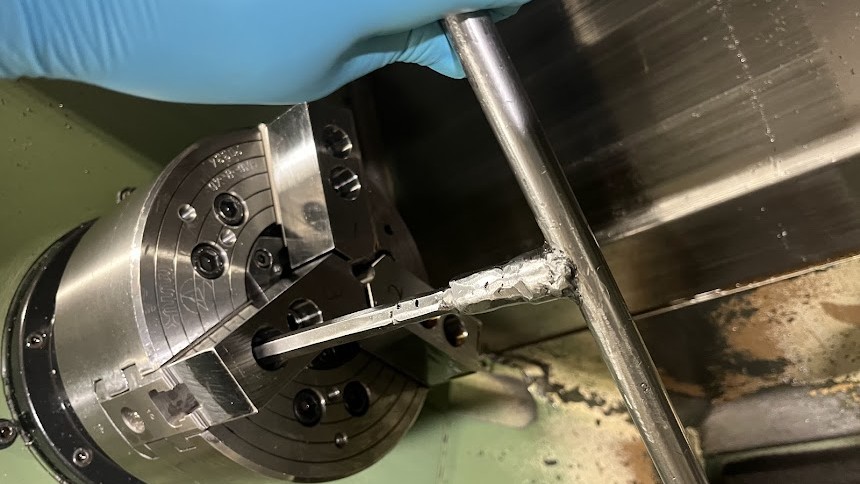
穴あけ加工をしていると、「またドリルが折れた…」「一体なぜ?」と頭を抱えたことはありませんか?
ドリルの折損は工具コストの増加だけでなく、ワーク破損や生産遅れにもつながる重大なリスクです。
でも、もう大丈夫!
この記事では、ドリルが折れる主な原因とその対策、さらに再発を防ぐための管理ポイントまでを、プロの視点でわかりやすく解説します。
いいか?
“折れる運命”なんてものはねぇ!
原因を見つけて、確実に叩き潰すんだ…!
ドリルが折れる原因とは?加工でよくある5つのトラブル要因

ドリルの折損は突然起きるように見えて、実は予兆や原因がはっきりと存在します。
まずは、現場で特によく見られる5つの要因を取り上げ、折れにつながるメカニズムを整理していきましょう。
切削条件の過負荷

送り速度が速すぎる、切削速度が高すぎる、切込み量が大きいなど、ドリルに過剰な負荷をかけているケースです。
特に穴あけ初期の段階で無理に押し込むような動きをすると、芯ブレや刃先への負荷が増大し、折損につながりやすくなることも。
加工材が硬い・焼きが入っているなどの場合も、条件の見直しは必須です。
力づくの加工は命取りだぜ。
ドリルってのは繊細なヤツなんだよ…!
ドリル材質・形状の不適合

鋼用のドリルでステンレスを加工したり、ドリルの突き出しが長すぎたりすると、簡単に折れてしまいます。
また、細径ドリルやロングドリルはそれ自体が折れやすく、材質やコーティング、逃げ角の違いでも耐久性は大きく変化。
ISOやメーカー指定の適正なドリルを使うことが、トラブル回避の第一歩と言えるでしょう。
合わない工具で削る?
おいおい、それじゃ勝てる試合も負けるぜ…!
クーラント不足・排出不良

ドリル加工では冷却と切りくず排出の両立が重要。
クーラント量が足りない、ノズルの角度がズレている、内部給油ドリルで油が出ていないなど、冷却が不十分だと焼き付きや摩耗が進行します。
切りくずが詰まって再切削が起きると、刃先に大きな抵抗がかかり、ポキッと折れる原因に。
冷やさなきゃ燃えるんだ。
ドリルも、現場もよ…!
センタリング・下穴加工不足

ドリルは先端の角度で位置決めされるため、下準備が不十分だと滑ってブレやすくなります。
特に硬い材質や斜面・曲面への穴あけでは、センター穴や下穴加工をしっかり施さないと、ドリルが逃げて破損するリスクが大幅にアップ。
初動での芯ブレは、致命的なダメージを与えます。
いきなり本番ってか?
準備を怠ったヤツに、成功はねぇんだよ…!
ワーク・ドリルの固定不良や振れ

チャックや治具の固定が甘い、もしくはドリル自体に振れが出ている状態では、ドリル先端に斜め方向の力が加わり、折れやすくなります。
特に細いドリルや深穴加工では、振れやたわみによる破損が多発。
芯出し精度や回転中心の調整を怠ると、加工中にズレが蓄積されていきます。
道具もワークも、きっちり固定してこそ本領発揮だ。
甘く見んなよ…!
ドリルの折損対策とは?今すぐできる5つの予防ポイント

ドリルが折れる原因をつかんだら、次はどう防ぐか?
ここでは、現場で今日から実践できる5つの具体的な対策を、わかりやすく整理して紹介します。
対策①:条件設定を見直す

送り速度・切削速度・切込み量が高すぎると、ドリルの耐久限界を超えてしまいます。
特に細径ドリルでは、1mmの無理が大きな破損につながるので注意が必要。
工具メーカーの推奨値を基準に、材質や加工深さに応じて数値を微調整することが大切です。
数字は嘘つかねぇ。
ドリルも、お前の設定を見てるんだぜ…!
切削条件はコチラで詳しく解説!
対策②:ドリル材質と形状の適正化

鋼・ステンレス・アルミ、それぞれに適したドリル材質や形状があるのを忘れてはいけません。
材質選びを間違えると、いくら条件を整えても折れやすくなります。
また、ドリル長さや刃先角度も用途に合わせて見直すと、折損リスクはぐっと低下。
迷った時は加工材・穴径・深さの3点をもとに選定するのが基本です。
合わない道具で削るな。
それは戦場で丸腰になるようなもんだぜ…!
工具の材質についてはコチラで詳しく解説!
対策③:クーラント供給の最適化

冷却不足や排出不良は、ドリルにとって最悪な環境と言えるでしょう。
ノズルの角度がずれていたり、圧が弱いと、刃先での温度が上がりすぎて焼き付きや欠けが発生。
可能なら内部給油タイプのドリルに切り替えると、冷却と切りくず排出の両方に効果的です。
冷やせば耐える。
冷やさなきゃ、燃えて折れるだけだ…!
対策④:センタリングと下穴加工の徹底

いきなり本穴を開けようとすると、ドリルが暴れて中心からズレるリスクが高くなります。
センター穴加工や下穴加工を行うことで、刃先の逃げ・滑りを防ぎ、負荷を分散させることが可能に。
特に高硬度材や斜面への加工では、欠かせない下準備です。
下穴をナメるな。
基礎が甘けりゃ、何を乗せても崩れるんだよ…!
対策⑤:振れと固定状態のチェック
工具の芯出しズレ、ホルダーのガタ、ワークの固定不良。
このどれかひとつでもあれば、回転するドリルには横から力が加わりやすくなります。
加工前には必ず芯ブレ確認、ホルダー締結チェック、チャックの圧調整を行いましょう。
“大丈夫そう”が一番危ねぇ。
確認してこその安定加工だ…!
剛性についてはコチラで詳しく解説!
ドリル折れの再発防止策|失敗を繰り返さない仕組みづくり
ドリルが折れる原因を一度改善できても、「また折れた…」となれば元も子もありません。
再発を防ぐには、“習慣と仕組み”の力を使って、ミスの芽をつぶすことが必要です。
■ 使用履歴の記録で“予兆”を掴む

ドリルが何個目で折れたか、どんな条件で破損したかを記録として残すだけで、再発の兆候を見逃さなくなります。
「この材質はこのくらいで交換した方が安全」といった“勘”が“データ”に昇華する瞬間。
破損リスクを未然に察知するには、記録が一番の武器になります。
経験だけじゃ限界がある。
数字で語れ、それがプロの現場だ…!
■ 条件・選定の標準化と共有

作業者によって条件や工具選定が違えば、トラブルも再発しやすくなります。
だからこそ、「この加工にはこの設定・この工具」といった標準を紙でもデジタルでも共有することが再発防止に直結。
教育のベースにもなり、新人でも安定加工ができる環境が整います。
やり方がバラつく現場に、精度なんてねぇ。
統一が安定の第一歩だ…!
■ 芯出し・センタリングのルール化

芯ズレやセンターずれは、ドリル折れの“地雷”。
毎回やるべき作業として、工程内に組み込んでおくことで、ミスを習慣ごと潰せます。
治具や刃物台の基準位置を明確にし、作業フローの一部に固定することがコツと言えるでしょう!
やるかやらねぇかじゃない。
“やることになってる”ってのが、ミスを防ぐんだ…!
■ クーラント・排出の点検習慣
ノズルの向き・量・圧力、そして切りくずの排出状態。
これらを毎朝・毎加工ごとの点検項目に含めておくことで、問題の早期発見と未然防止につながります。
目に見えにくい冷却の異常こそ、日常点検で拾っておくべきリスクと言えるでしょう。
冷却をおろそかにした時、ドリルは静かに死に向かう。
油断すんなよ…!
■ 工具・設備の定期チェック

ホルダーのガタ、チャックの摩耗、ドリルの軸ブレ…。
これらは“いつの間にか”進行し、突然の折損を招きます。
だからこそ、週1・月1など定期的な確認スケジュールを組み、整備・交換の目安を明確にしておくことが重要。
見えねぇ不具合ほど厄介だ。
気づいた時には、もう折れてんだよ…!
ドリル折れ対策のまとめ|穴あけ加工を安定させるための視点と習慣

ドリルが折れるのは、一瞬のようでいて、実は複数の原因が積み重なって起こる“必然”。
切削条件・工具選定・準備不足・固定ミス・冷却不良…
そのどれか一つでも抜ければ、ドリルは限界を迎えます。
しかし、視点を変えて一つひとつを見直せば、破損は確実に防ぐことが可能。
そしてそれを「毎回できる状態」にしておくことが、真の再発防止につながるのです。
折れるたびに悩む日々を終わらせ、確実に・安定して・安全に削る現場づくりを目指しましょう。
ドリルが折れるたび、悔しい顔をしてたよな…。
でももう大丈夫だ。
原因を知った今のお前なら、折れない現場を作れる…!
繊細さと確実さが、お前の強さになるんだ…!
あとがき

当ブログ「NC旋盤のバイブル」は日本のものづくりに貢献したいという熱い思いで立ち上げたブログです。
そのため、今回の記事以外にも現場で役立つ情報が満載!
是非、チェックしてみてくださいね!
共に日本のものづくりを支えていこうぜ…!
🔰 初心者必見!NC旋盤基礎知識!
このカテゴリでは、NC旋盤の操作方法や基本加工、使用時の注意点など、基礎知識を分かりやすくまとめています。
旋盤職人を目指す人へ向けて疑問や悩みに応える情報を発信中。
NC旋盤を基礎から学びたい方や技術を伸ばしたい方にとって、頼れる情報源になるでしょう!
⚠️ 加工の困りごとを全て解決!
このカテゴリーでは、NC旋盤加工で起こる問題への具体的な解決策を紹介しています。
旋盤歴20年の熟練工が、面粗度改善や幾何公差、切粉対策などを分かりやすく解説。
加工精度の向上や効率改善に役立つ実践的な情報が詰まっています!
🧰 作業が激変!現場お役立ちグッズ紹介!

このカテゴリーでは、製造現場で役立つ便利グッズをまとめて紹介しています。
工具から安全靴まで、作業効率や安全性を高めるアイテムをレビューし、人気ランキングも掲載。
旋盤歴20年の職人が選んだ“本当に使える”現場向けグッズをチェックできます!
📡 知ってて損なし!現場お役立ち情報!

このカテゴリーでは、製造現場の効率化やコスト削減に役立つ情報をまとめています。
中古機械の買取業者比較や製造業への転職など、実践的な知識が充実。
旋盤歴20年の職人が選んだ“現場で本当に役立つ”情報を得られます!
\ めちゃくちゃ売れてます /